1ĪóęįūŅ║åå╬Ą─ĮY(ji©”)śŗ(g©░u)ū÷│÷ūŅā×(y©Łu)┴╝Ą─«a(ch©Żn)ŲĘŻ©▀@Įąąįār(ji©ż)▒╚Ż¼ĮĄĄ═ųŲįņ│╔▒Š╠ßĖ▀│╔ŲĘ╩ął÷Š╣?f©żn)Ä┴”Ż®Ī?/div>
2Īóęį┼c«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)ąį─▄ūŅŲź┼õĄ─▓─┴Žū÷×ķ«a(ch©Żn)ŲĘĄ─╩ū▀x▓─┴ŽŻ╗
3Īó▒┌║±▓╗ę╦▀^║±▓óŪęę¬▒M┴┐Š∙ä“Ż©▒┌║±└Ēšō╔Ž╚Ī«a(ch©Żn)ŲĘķLČ╚Ą─1/10Ż®ę╗░Ń1.2Īó1.5Īó2.0Īó2.2Īó2.5Īó3.0Ą╚ĪŻ
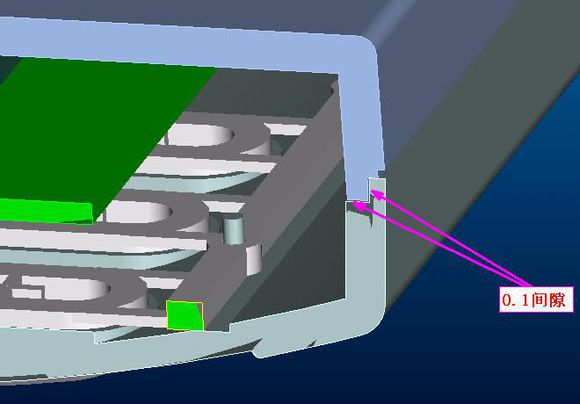
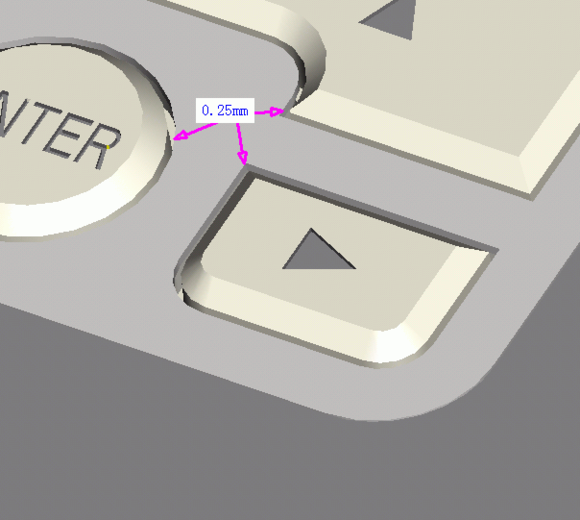
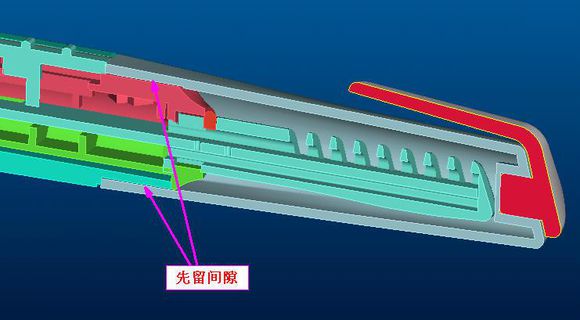
4Īó«a(ch©Żn)ŲĘ┼õ║Ž╬╗įO(sh©©)ėŗ(j©¼)Ģr(sh©¬)▓╗─▄įO(sh©©)ėŗ(j©¼)│╔┴Ńī”(du©¼)┴ŃŻ©╝┤ā╔┴Ń╝■ų«ķg▓╗─▄ø]ėąķgŽČŻ¼║¾ĖĮłDŻ®Ż¼ę╗░ŃČ╝ę¬ŅA(y©┤)┴¶0.1Ą─ķgŽČŻ¼ĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗ(j©¼)ųą░č0.15ęįŽ┬ĘQ╦└┼õ║ŽŻ¼0.15ęį╔ŽĘQ▀\(y©┤n)äė(d©░ng)┼õ║ŽĪŻ
5Īóį┌▀M(j©¼n)ąą«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗ(j©¼)Ģr(sh©¬)«a(ch©Żn)ŲĘ═Ōą╬Ą─ų▒╔Ē╬╗║═╔µ╝░ĄĮčb┼õ╬╗Č╝ę¬╝ė╔Ž├ō─Żą▒Č╚ĪŻ
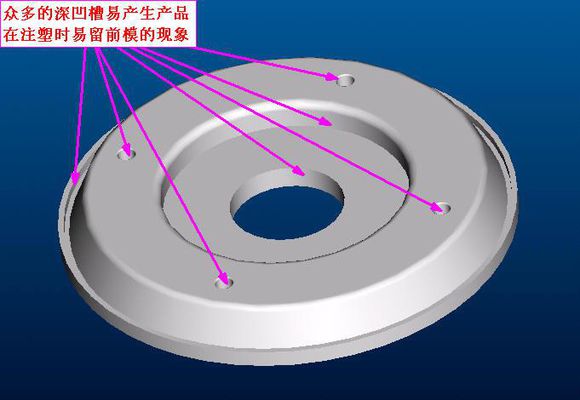
6Īó«a(ch©Żn)ŲĘā╚(n©©i)▓┐¤oĻP(gu©Īn)Šoꬥ─╠žš„┐╔ęįūī─ŻŠ▀įO(sh©©)ėŗ(j©¼)╚╦üĒį÷╝ė├ō─Żą▒Č╚Ż¼ĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗ(j©¼)╚╦åTų╗ąĶę¬į┌║¾Ų┌Ą─╣ż│╠łD╝ė╔Ž╬┤ūó├ō─Żą▒Č╚ČÓ╔┘Č╚Ą─ūųśėŻ¼Įo├ō─Żą▒Č╚Ģr(sh©¬)▒M┴┐ĮoĄĮ2Č╚ęį╔ŽŻ©╚ń╣¹▒Ē├µĢ±┤ų╝y╔§ų┴ę¬Įo7Č╚ęį╔ŽŻ¼ę╗░ŃüĒšfĢ±╝y╔ŅČ╚╝ė0.01Ż¼├ō─Żą▒Č╚į÷╝ė2Č╚Ż®Ż¼┴ĒŪ░─Ż▓┐Ę▌├ō─Żą▒Č╚┐╔╝ė┤¾Ż¼┐╔ęįĘ└ų╣«a(ch©Żn)ŲĘį┌ūó╦▄Ģr(sh©¬)┴¶Ū░─ŻĪŻ

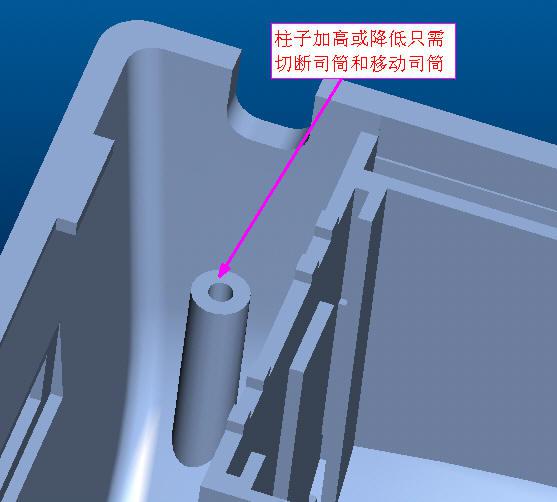
7Īó«a(ch©Żn)ŲĘįO(sh©©)ėŗ(j©¼)ę¬▒³│ą╝ė─z╚▌ęū£p─zļyĄ─įO(sh©©)ėŗ(j©¼)įŁätŻ¼╠žäeī”(du©¼)ę╗ą®ę¬▀M(j©¼n)ąąŠo┼õ║ŽĄ─«a(ch©Żn)ŲĘ╚ń╣P╔w┼c╣P═▓Ż©║¾ĖĮłDŻ®Ż¼┐╔ęįŽ╚ąąū÷╦╔ę╗³c(di©Żn)į┘▀M(j©¼n)ąą▀m«ö(d©Īng)?sh©┤)─╝ė─z▀M(j©¼n)ąąŠo┼õ║ŽŻ¼─Ū├┤×ķ╩▓├┤╝ė─z╚▌ęūŻ¼ę“?y©żn)ķę╗░ŃĄ─╝ė─zį┌Ė──ŻĢr(sh©¬)ų╗ę¬ė├Ń~╣½į┘┤“ę╗┤╬╗╗©Š═┐╔ęįŻ¼£p─zätꬤ²║Ė Ż©Ęųą═├µ╝ė─z│²═ŌŻ¼╚ńšĒ╬╗╠Ä╝ė─zätę▓ꬤ²║ĖŻ¼║¾ĖĮłDŻ®Ż¼Ęųą═├µšĒ╬╗╠ÄĖ³Ė─ ų∙ūė╝ė─zĪŻ
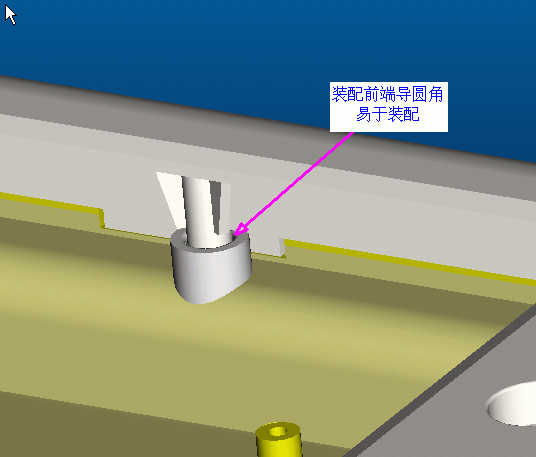
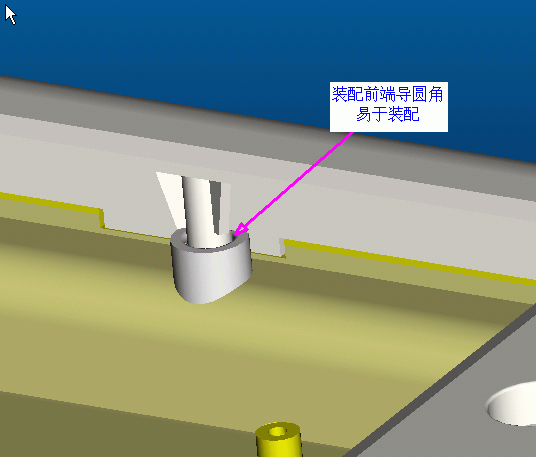
8Īóčb┼õ┴Ń╝■Ū░Č╦ą▒Č╚ū÷┤¾║═╝ėī¦(d©Żo)ĮŪĪŻ
9ĪóÖn╣Ū╝░ę╗ą®╔ó¤ß┐ū▒M┴┐ū÷│╔łAą╬▓╗ę¬ū÷ĘĮą╬Ż¼ę“łAą╬╝ė╣ż▌^ĘĮą╬╚▌ęūŻ¼łAą╬╝■ę╗░Ń▄ć┤▓╝ė╣ż▌^ĘĮ▒ŃŻ¼Č°ĘĮą╬╝■ꬊĆĖŅ╗“ŃŖŽ„Č╝┐╔║─Ģr(sh©¬)ĪŻ
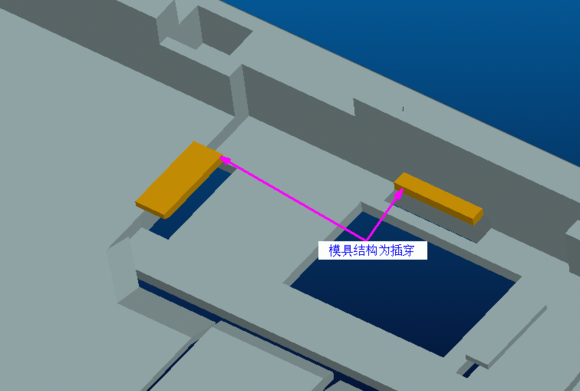
10Īó─▄ū÷▓Õ┤®┐ūĮY(ji©”)śŗ(g©░u)Š═▓╗ę¬ū÷│╔ąą╬╗ĮY(ji©”)śŗ(g©░u)ĪŻ
11Īó╔Ņų∙Ż©╣ŪŻ®╬╗╝ėĮŅŻ¼Ę└ų╣ūó╦▄Ģr(sh©¬)ūāą╬║═į÷╝ėų∙╬╗ÅŖ(qi©óng)Č╚ĪŻ
12Īó─▄╚ĪŲĮ├µ▓╗╚Ī╗Ī├µ ĪŻ
ĘųŽĒĄĮŻ║
ūŅą┬Į╠│╠